Photos
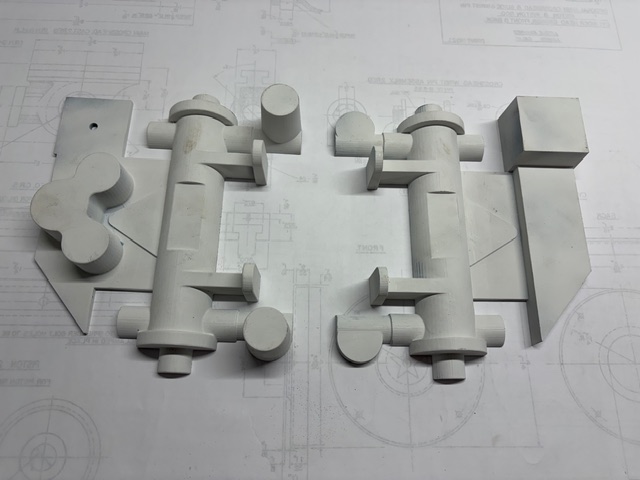
On the drag pattern (left side), the large square feature is the sprue well. When molten metal drops down the sprue, it’s essentially in free fall—it accelerates quickly and builds up velocity. If that fast-moving stream is forced to turn abruptly into the runner, it can create turbulence, erode the mold, entrain air, and form oxides—all things that can compromise a casting. The sprue well acts as a buffer, slowing and redirecting the flow so the metal enters the runner in a more controlled and predictable way.
Also visible on the drag are the runner and gate, which guide the molten metal into the mold cavity. You’ll notice the runner extends slightly beyond the gate—this extension serves as a trap for the first metal in, which often carries oxides or loose sand. By giving that initial flow somewhere to go, it helps keep cleaner metal moving into the casting itself. The tapered end encourages this section to freeze early, effectively locking those impurities in place.
The gate itself is designed to be wide and shallow. It feeds molten metal into the mold through the handle support bracket. This promotes a relatively calm, yet still efficient, flow of metal into the mold—striking a balance between minimizing turbulence and maintaining a good fill rate.
On the cope pattern (right side), there are three blind risers. Risers act as small reservoirs of molten metal that feed the casting as it cools and shrinks, helping to prevent internal voids or cracking. These are called “blind” risers because they don’t extend all the way to the surface of the mold.
At the ends of the water inlet and outlet features, you’ll also see open risers that do break through to the top surface. Their intent was to feed those areas during solidification, but in this case they likely contributed to problems during the pour. As is often the case in casting, gating and feeding design is a bit of an iterative process—each pour teaches you something, and the next version gets a little better.

It looks rough, but it’s a useful reminder of just how much pressure molten metal can exert if the mold isn’t securely held together. Proper clamping or weighting of the cope is essential to keep everything tight and aligned during the pour.
The good news is that, despite its appearance, with some cleanup — lots of filing — the casting could be brought back into usable shape.

My working theory is that the molten metal followed the path of least resistance. Instead of pushing up through those thinner sections, it flowed more easily through the heavier portions of the mold and into the open risers. As the thinner walls began to cool, they likely started to freeze early, which only increased the resistance and made it even harder for the metal to complete the fill.
After the pour, I spent some time digging into the issue and picked up a very helpful reference: "Casting Brass" by C.W. Ammen. One key takeaway is that thinner sections often require a higher pouring temperature to maintain fluidity long enough to fill completely.
For the next attempt, I plan to increase the pour temperature to give the metal a better chance of reaching those areas before freezing. I’ll also revise the gating slightly—replacing the single gate at the handle support bracket with two gates, each feeding from the water outlet ends. In addition, I’ll add three blind risers: two on the water inlets opposite the gates, and one on the handle support bracket.