Photos



For this work, a collet chuck was used rather than a 3-jaw. It provides better concentricity and repeatability, which is especially important when boring—any runout at this stage carries straight through to the finished part.
This approach keeps things efficient while maintaining accuracy. Drilling removes the bulk of the material quickly, and the boring operation ensures the bores are true, concentric, and to size, with a much improved surface finish.

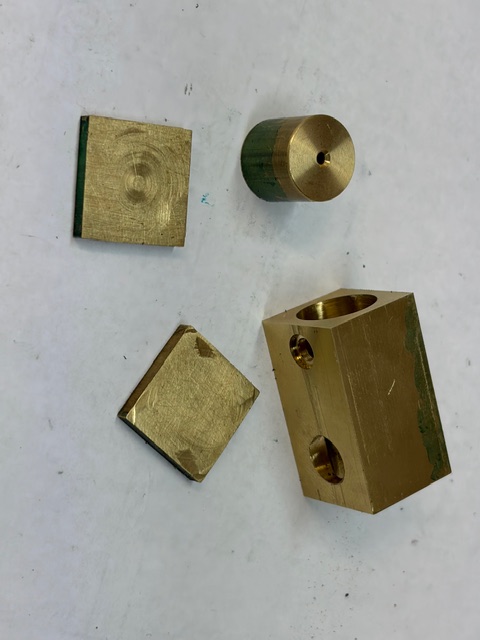
The steam cylinder is shown on the right. It includes five holes for the head bolts, along with two additional holes for studs that thread into the valve body and are secured with nuts on the opposite end. Also visible is the steam port, which directs steam to the lower side of the cylinder.
The steam cylinder and piston assembly is double-acting, allowing steam to be applied alternately to each side of the piston for continuous operation.

Threading also turned out to be a bit of a lesson. Bottoming taps and dies were used for the gland nuts and heads, but with only a few threads of engagement, they didn’t cut deep enough to give a proper fit. As a result, these parts will be remade.
The plan going forward is to single-point the threads on the lathe. That should provide better control over thread depth and fit, and eliminate the limitations encountered with taps and dies.